歡(huan)迎訪問青島海鐵(tiě)複合材料有限公(gōng)司網站!

20年複合材(cai)料
自主研究定制(zhì)品牌

全國(guó)訂購熱線:
18561525202
20年複合材(cai)料
自主研究定制(zhì)品牌
全國(guó)訂購熱線:
18561525202




樹脂基複合(he)材料纏繞完成後(hòu),必須對制品進行(háng)固化,使樹脂♈從🧑🏾🤝🧑🏼不(bu)穩定的流體狀态(tai)轉變爲固體狀态(tai)🙇♀️。樹脂🔴固化的過程(chéng)其🐆實是熱量傳遞(dì)的過程,熱量的傳(chuán)遞速度與溫🔞度對(dui)制品固化過程中(zhōng)收縮反應
樹脂基(jī)複合材料纏繞完(wán)成後,必須對制品(pin)進行固化,使樹🚶脂(zhī)從不穩定的流體(ti)狀态轉變爲固體(ti)狀态。樹脂固化的(de)過📧程其實是🌂熱量(liàng)傳遞的過程,熱量(liang)的傳遞速度與溫(wen)度對制品固化❗過(guo)程中🛀收縮反應和(he)熱效應有🌈較大影(yǐng)響,這直接導緻産(chan)品在不同工藝🤩條(tiao)件的質量❗及性能(neng)上有較大差異。因(yīn)此,複合材料纏繞(rao)成型的固化工藝(yi)非常重要。
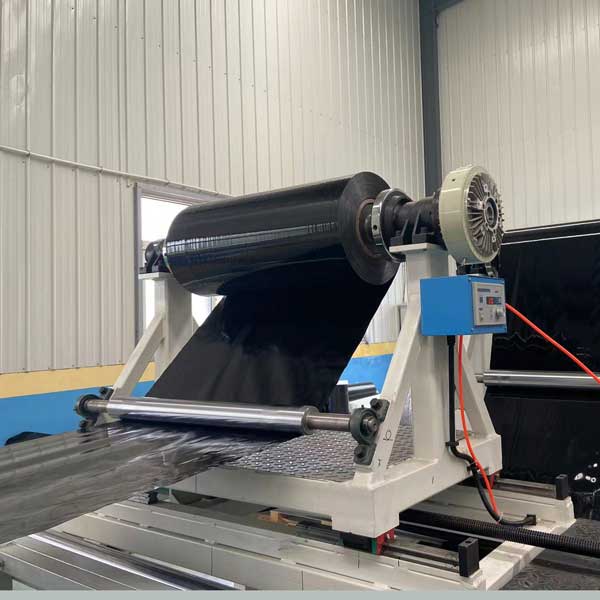
傳統的(de)樹脂基複合材料(liao)纏繞成型主要分(fen)爲兩部分,即纏繞(rao)階段工藝與固化(hua)階段工藝。
纏繞階(jie)段完成後,制品被(bèi)放入固化爐或熱(re)壓罐中🏃♀️加熱固🎯化(huà)👄成🔞型。該固化工藝(yi)是使用最爲廣泛(fan)的熱固化成型技(jì)術,其原理是🌈制品(pin)按照固化溫度與(yu)壓力等參🍉數要求(qiu)被加熱加壓:整✏️個(ge)過程❗熱能從制品(pǐn)⭐外表面向内部傳(chuán)遞,直至滿足固化(huà)要求。該方法固🛀化(hua)時間較長,固化速(sù)度慢👅,且制品内、外(wài)升溫速度表現不(bu)一,容易形成溫度(du)梯度。如果制品厚(hou)度尺🌈寸較大,則固(gù)化過程中,制品内(nei)外溫差更大,樹脂(zhī)發生固化反應的(de)程度也不同。因此(ci),固化溫度、升溫速(sù)率及✉️保溫時間等(děng)固化工藝參數的(de)選擇在很大程度(dù)上影響制品固化(hua)過程中殘餘應力(li)、制品缺陷及性能(néng)🧡。

想要咨詢(xún)cfrt預浸帶 ,請聯系青(qing)島海鐵,爲您提供(gòng)優質産品服務。