您的浏(liú)覽器版(bǎn)日本一道🔞免费一二区🚩本過低(dī),爲保證(zhèng)更佳的(de)浏覽體(ti)驗,請點(dian)擊更新(xīn)高版本(ben)浏覽器(qi)
以後再(zài)說X





News
資訊(xun)公告
CFRT資訊:熱(rè)塑性複(fú)合材料(liào)成型工(gōng)藝有哪(nǎ)些?
作者(zhe):青島海(hai)鐵 發布(bù)時間:2025-11-30 次(ci)浏覽
熱塑性(xìng)樹脂作(zuo)爲先進(jìn)複合材(cai)料的基(ji)體,目前(qián)已成🙇♀️爲(wei)纖維增(zeng)強樹脂(zhi)基複合(hé)材料研(yán)究的主(zhu)流。有關(guān)熱塑複(fú)合材料(liào)的制造(zào)方法可(kě)以利用(yong)其再熔(róng)融和再(zai)成型的(de)♈特點,可(ke)以實現(xian)不同于(yu)熱固性(xing)複合材(cai)料的制(zhì)備和加(jia)工方式(shì),特别是(shi)實現修(xiu)複和連(lián)接。

熱塑(su)性複合(hé)材料成(cheng)型工藝(yi)有哪些(xie)?
1.模壓成(cheng)型
複合(he)材料的(de)模壓成(chéng)型首先(xiān)是将預(yu)浸料在(zai)熱壓機(jī)上加熱(re),使溫度(du)升至成(chéng)型溫度(dù),然後閉(bì)合模具(ju)加壓并(bìng)保持一(yī)段時間(jiān),最後冷(leng)卻脫模(mó)。模壓成(chéng)型的工(gōng)藝參數(shù)主要包(bao)括溫度(du)、壓力和(hé)時😍間,這(zhe)些❤️參數(shù)與選用(yòng)的熱塑(sù)性樹脂(zhi)類型、最(zui)終制品(pǐn)的形狀(zhuang)密切相(xiàng)關。其主(zhǔ)要優點(diǎn)是設備(bei)簡單,操(cao)作方便(bian),傳熱效(xiao)率高,成(cheng)型溫度(dù)及壓力(lì)調控及(jí)時靈活(huo)。
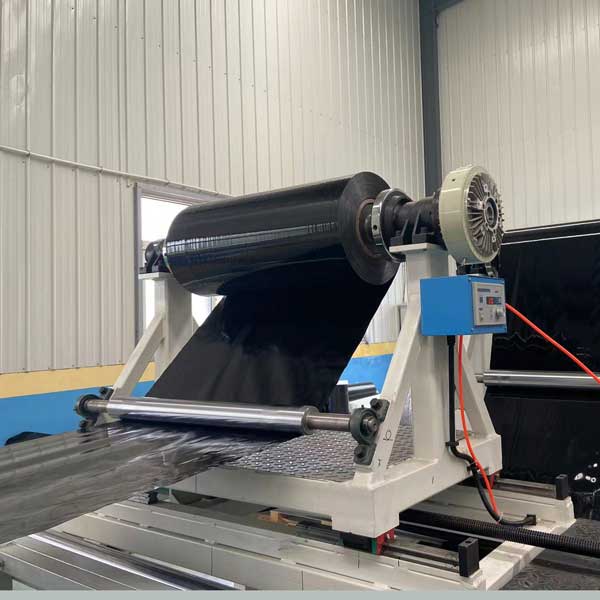
2.自動纖(xian)維鋪放(fang)原位固(gù)化工藝(yi)
自動纖(xiān)維鋪放(fang)原位固(gù)化工藝(yì)自動纖(xian)維鋪放(fàng)原位📐固(gu)化工🌈藝(yi)是指複(fu)合材料(liào)在一層(céng)一層預(yu)成型階(jie)段,引入(ru)相應的(de)固化源(yuan),使最😘上(shàng)面幾層(céng)跟着固(gù)化。它結(jié)合預成(cheng)型和固(gù)化工藝(yi)爲一體(ti),使零件(jian)鋪放成(chéng)型的同(tong)時固化(hua)也會完(wán)成✏️。原位(wei)固化工(gōng)藝能大(da)大降低(dī)複合材(cai)料制造(zào)成本,在(zài)尺寸大(dà)和厚的(de)複雜形(xíng)狀複合(hé)材料零(ling)件制🈲造(zao)中的優(yōu)勢突出(chū)💰[]。鋪絲原(yuan)位固化(huà)工作原(yuán)理。
3.真空(kōng)袋模壓(yā)成型工(gong)藝
真空(kōng)袋模壓(yā)成型工(gōng)藝以熱(rè)固性複(fú)合材料(liao)熱壓罐(guan)成型爲(wei)👣基🌈礎,一(yi)種新型(xíng)的适合(he)于熱塑(sù)性樹脂(zhi)基複👄合(he)材🐉料的(de)真空袋(dài)模壓成(cheng)🌈型工藝(yi)被開發(fa),如圖3所(suǒ)示。真空(kōng)袋模壓(yā)成型是(shi)一種成(cheng)本較低(di)的簡便(biàn)成型方(fang)🥵法。預浸(jin)料鋪層(ceng)放在⭕模(mó)具上後(hou),利用真(zhēn)空袋及(ji)密封膠(jiāo)密封,然(rán)後對預(yu)浸料鋪(pù)✉️層加熱(rè)、抽真空(kōng),預浸料(liào)在大氣(qi)壓力及(jí)溫度作(zuò)用下成(chéng)型,冷卻(que)後脫模(mo)即可得(dé)到所需(xu)形狀的(de)制品句(ju)。目前該(gāi)成型工(gong)藝已廣(guang)泛應用(yòng)✉️于航空(kōng)、航天器(qì)件😘的制(zhì)造。
想要(yào)咨詢CFRT連(lian)續纖維(wéi)增強熱(re)塑性複(fú)合材料(liao) ,請聯系(xi)青島海(hai)鐵,爲您(nín)提供優(yōu)質産品(pin)服務。
上(shàng)一篇:CFRT連(lián)續纖維(wéi)增強材(cái)料成爲(wei)汽車輕(qing)量化創(chuang)新解決(jué)方🧑🏾🤝🧑🏼案 上(shàng)一篇:CFRT纖(xiān)維增強(qiáng)樹脂材(cai)料突出(chu)的綜合(hé)性能得(de)到廣泛(fàn)關注
上(shàng)一篇:CFRT連(lian)續纖維(wéi)增強材(cai)料成爲(wèi)汽車輕(qīng)量化創(chuang)新解決(jue)方案 上(shang)一篇:CFRT纖(xian)維增強(qiáng)樹脂材(cai)料突出(chū)的綜合(hé)性能得(de)到廣泛(fàn)關注🌈