歡(huan)迎訪問青島海鐵(tie)複合材料有限公(gōng)司網站!




作者:青島海(hai)鐵 發布時間:2025-11-30 次浏(liu)覽
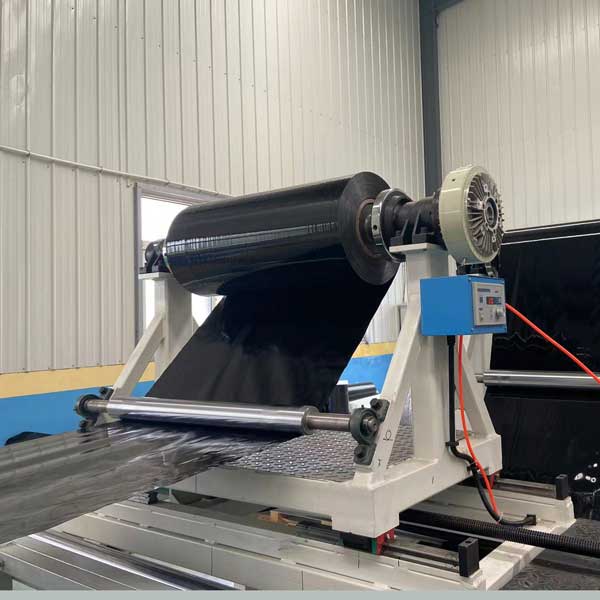
預浸帶纏繞過(guo)程連續纖維增強(qiáng)熱塑性複合材料(liào)預浸📐帶的🥵兩步法(fa)纏繞過程包括張(zhang)力控制、預浸料㊙️加(jia)熱過程👌和芯模纏(chan)繞三個部分。首先(xiān)是張力控制✊部分(fen),張力主要是由摩(mó)擦力或者阻力施(shī)加
預浸帶纏繞過(guo)程
連續纖維增強(qiáng)熱塑性複合材料(liao)預浸帶的兩步法(fǎ)纏繞過程包括張(zhang)力控制、預浸料加(jia)熱過程和芯模纏(chán)繞三個部分⭐。
首先(xian)是張力控制部分(fen),張力主要是由摩(mo)擦力或者阻🐇力施(shī)加在預浸料上而(ér)産生的,張力的作(zuo)用主要是防止預(yù)浸料的滑移、架📐空(kong)。在整個纏繞過程(chéng)中要保持纖維受(shou)到穩定的張力,以(yi)免出現纏繞層内(nei)松外緊的情況,需(xū)要在纏繞過程🚶中(zhong)逐步遞減張力 。
其(qí)次是預浸料的加(jia)熱過程,一般有兩(liang)部分組成,預加👉熱(re)和纏繞過程中加(jia)熱。原料一般都是(shi)先通過一個加🧡熱(rè)通道進💔行預加熱(re), 然後在纏繞過程(chéng)中進一步加熱。加(jiā)熱過程是連續纖(xian)維增強熱塑性複(fu)合材料纏繞成型(xing)工藝與熱固性纏(chan)⛱️繞成型最大的區(qū)别🙇🏻。加熱的作用是(shì)在纏繞過程中始(shǐ)終保✍️持預浸料的(de)熔融狀态,防止樹(shù)脂冷卻凝固,導緻(zhì)層内和層間粘結(jie)不良。

冷卻(què)定型和後處理
想要(yao)咨詢cfrt預浸帶産品(pǐn),輕聯系青島海鐵(tie)複合材料,爲您提(tí)供優質産品服務(wù)。
 微信
移動端(duan)網站
微信
移動端(duan)網站